
Skærmtryk kræver præcis maskespænding for at opnå professionelle resultater, hvilket gør en skærmestrammer til et afgørende værktøj for enhver alvorlig trykker. Uanset om du arbejder i en kommerciel printforretning eller opsætter en hjem -baseret drift, vil forståelse af, hvordan udstyret anvendes korrekt, markant påvirke din trykkvalitet og produktionsydelse. En korrekt spændt silkeskærm sikrer ensartet inktbredde, skarp detaljegengivelse og længere levetid for skærmen, hvilket til sidst sparer både tid og penge i dine trykoperationer.

Forståelse af komponenter i skærmestrekkeren
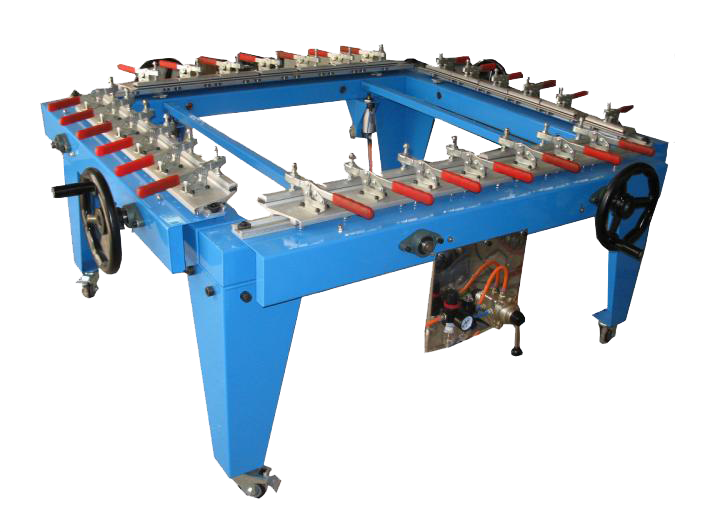
Ramme fastspændingssystem
Ramme fastspændingssystemet udgør rygraden i enhver effektiv skærmestrekkerdrift. Moderne modeller er udstyret med justerbare klemmer, der kan tilpasses forskellige rammestørrelser, samtidig med at de opretholder en jævn trykforsyning over hele omkredsen. Disse klemmer skal sikkert holde aluminiums- eller trærammer uden at forårsage skader eller deformation under strækkeprocessen. Kvalitets fastspændingssystemer omfatter beskyttende padding for at forhindre ridser og sikre konstant grebfasthed gennem hele spændingscyklussen.
Korrekt justering af klemme kræver omhyggelig opmærksomhed på rammens tykkelse og materialebeskaffenhed. Aluminiumsrammer kræver typisk mindre kraft fra klemmerne end trærammer på grund af deres bedre styrke i forhold til vægt. Klemmemekanismen skal aktiveres gradvist for at undgå pludselige ryk, som kan beskadige både ramme og mesh under den indledende positionering.
Spændingsmåleværktøjer
Nøjagtig spændingsmåling adskiller professionel skærmestramning fra amatørforsøg. Digitale spændingsmålere giver præcise aflæsninger i Newton per centimeter, hvilket tillader operatører at opnå konsekvente resultater på tværs af flere skærme. Disse instrumenter eliminerer gætværk og sikrer, at hver skærm opfylder specifikke spændingskrav for forskellige trykapplikationer.
Kalibrering af spændingsmåleværktøjer kræver regelmæssig opmærksomhed for at opretholde nøjagtighed. Miljøfaktorer såsom temperatur og luftfugtighed kan påvirke målingerne, hvilket gør periodiske justeringer nødvendige for at bevare målenøjagtigheden. Professionelle skærmstrækkere indeholder ofte indbyggede kalibreringsfunktioner, som forenkler dette vedligeholdelsesarbejde.
Forberedelses trin før strækning
Rammekontrol og rengøring
Grundig rammeinspektion forhindrer kostbare fejl og sikrer optimale strækkeresultater. Undersøg for ridser, bukker eller grove kanter, der kunne beskadige masken under strækningen. Eventuelle uregelmæssigheder bør glattes med fint sandpapir eller files jævnt, inden der fortsættes. Rengør rammernes overflade med affedende midler for at fjerne olie, snavs eller rester af tidligere limstoffer, som kunne hindre god vedhæftning af masken.
Rammens geometri spiller en afgørende rolle for et vellykket stramningsresultat. Mål diagonalen for at kontrollere, om konstruktionen er kvadratisk, da rammes, der ikke er kvadratiske, vil skabe uregelmæssige spændingsmønstre, hvilket påvirker trykkvaliteten negativt. Trærammer bør tjekkes for krumning eller revner, mens aluminiumsrammer skal undersøges for lige linjer og korrekte hjørneforbindelser.
Valg og håndtering af silkeskærmen
Valg af korrekte meshspecifikationer påvirker direkte strammeprocessen og den endelige trykkvalitet. Meshantal, tråddiameter og stoffets sammensætning skal stemme overens med den tænkte tryktype og inktypen. Højere meshantal kræver mere omhyggelig håndtering under strækning for at undgå brudte tråde eller forvrængning af væven.
Forudstrækning af mesh kan forbedre det endelige resultat ved at mindske spændinger fra produktionen og give stoffet mulighed for at slappe af. Nogle operatører foretrækker at let forudstrække mesh manuelt, inden det strækkes maskinelt, for at identificere potentielle svage punkter eller produktionsfejl. Dette indledende trin hjælper med at forhindre uventede fejl under den mekaniske strækkeproces.
Betjening af skærmstrækkemaskinen
Oprindelig opsætning og konfiguration
Korrekt opsætning af maskinen er grundlaget for en vellykket skærmstrækkeproces. Start med at justere strækkeplatformen, så den passer til din rammestørrelse, og sørg for tilstrækkelig frihed omkring alle kanter. Placer skærmstrækker i et godt oplyst område med tilstrækkelig arbejdsplads til behagelig betjening og håndtering af mesh.
Sørg for, at alle pneumatiske eller hydrauliske systemer fungerer inden for de angivne trykområder, inden der begyndes på arbejdet. Tjek olieniveauet i hydrauliske systemer, og inspicer luftledninger for utætheder i pneumatiske enheder. Disse foreløbige tjek forhindrer udstyningsfejl, som kan beskadige dyre vev eller rammer under drift.
Indlæsnings- og positioneringsprocedurer
Korrekt vevpositionering bestemmer strækningens ensartethed og den endelige skærmkvalitet. Placer vevet centreret over rammens midte med lige meget overlap på alle sider, typisk med 2-3 tommer ekstra materiale ud over hver ramekant. Dette overlap giver tilstrækkeligt materiale til fastspænding og sikrer fuld dækning af rammens overflade efter strækning.
Vevets orientering påvirker trykegenskaberne og bør være justeret i forhold til den tilsigtede trykeretning. I de fleste applikationer skal vevet placeres, så trådens retning løber parallelt med raklenes bevægelsesretning. Denne justering minimerer vevbevægelser under trykningen og forbedrer blankekontinuiteten.
Spændingsproces og -teknikker
Gradvis spændingspåførsel
Vellykket maskestramning kræver tålmodighed og systematisk spændingspåførsel i stedet for hastværk. Start med minimal spænding for at fastholde maskens position, og øg derefter spændingen gradvist i små trin, mens du overvåger maskens reaktion. Hurtig spænding kan medføre brud på trådene, ujævn spændingsfordeling eller forkert tidlig svigt i masken.
Overvåg maskens adfærd under hele spændingsprocessen, og vær opmærksom på tegn på overmæssig belastning eller ujævn udstrækning. Korrekt strammet mesh vil have et ensartet overfladeudseende uden folder, slaphed eller områder med overdreven stramhed. Masken skal give en konstant tone, når der let bankes på forskellige områder af skærmen.
Opnåelse af målspændingsværdier
Forskellige trykapplikationer kræver specifikke spændingsintervaller for optimal ydeevne. Fin detaljearbejde kræver typisk højere spændingsværdier for at minimere maskens bevægelse og forbedre registreringsnøjagtigheden. Omvendt kan tunge blækaflejringer eller tekstilapplikationer yde bedre med moderate spændingsniveauer, der tillader større blækstrøm gennem maskeåbningerne.
Temperaturkompensation bliver vigtig ved strækning under varierende miljøforhold. Maskematerialer udvider og trækker sig sammen ved temperaturændringer, hvilket påvirker de endelige spændingsværdier, når forholdene stabiliserer sig. Fagoperatører strammer ofte skærme lidt for meget i kolde forhold eller for lidt i varme omgivelser for at kompensere for disse termiske effekter.
Kvalitetskontrol og -prøvning
Verifikation af spændingsuniformitet
Systematisk spændingsmåling på hele skærmoverfladen sikrer en ensartet udskrivningseffekt. Tag målinger på flere punkter i et gittermønster og registrer værdier for at identificere eventuelle væsentlige variationer. Professionelle standarder tillader typisk spændingsvariationer på højst 2-3 Newton pr. centimeter på tværs af skærmoverfladen.
Dokumentere spændingsmålinger til fremtidig reference og kvalitetskontrol. Disse data hjælper med at identificere mønstre i strækningspræstationer og giver værdifuld information til fejlfinding af problemer med udskrivningskvalitet. En konsekvent registrering understøtter også initiativer til forbedring af processer og planlægning af vedligeholdelse af udstyr.
Test af skærmpræstationer
Ved at foretage prøvningsprinter validerer man strækkvaliteten og identificerer potentielle problemer før produktion. Udskrive et solidt farveområde for at kontrollere ensartethed og densitet på hele billedområdet. Enhver variation i trykdensitet indikerer typisk ulige maskespændinger eller forkert strækningsteknik.
Fint opløsningsforsøg afslører maskestabilitet og registreringsmuligheder under reelle trykforhold. Udskriv registreringsmærker eller detaljerede mønstre for at kontrollere, om skærmen bevarer dimensional stabilitet gennem hele trykbevægelsen. Dårlig registreringsydelse indikerer ofte utilstrækkelig spænding eller ujævn spændingsfordeling i den strakte mesh.
Vedligeholdelse og Fejlfinding
Krav til vedligeholdelse af udstyr
Regelmæssig vedligeholdelse forlænger udstyrets levetid og sikrer konsekvent strækkepræstation. Smør bevægelige dele i henhold til fabrikantens specifikationer, idet særlig fokus bør lægges på klemmehanismer og spændingsjusteringsdele. Rengør spændingsflader regelmæssigt for at fjerne klæbrige rester og stofpartikler, som kunne forstyrre korrekt funktion.
Kalibrer spændingsmålesystemer periodisk ved hjælp af certificerede referencestandarder. Miljøfaktorer og almindelig slitage kan påvirke målenøjagtigheden over tid, hvorfor regelmæssig kalibrering er afgørende for konsekvente resultater. Dokumentér kalibreringsdatoer og resultater for at opfylde kravene til kvalitetssystemet og identificere tendenser i udstyrets ydeevne.
Almindelige problemer og løsninger
Ujævne spændingsmønstre skyldes typisk ukorrekt frame-forberedelse, forkert mesh-placering eller slidte udstyrsdele. Afhjælp uregelmæssigheder i rammen før strækning, og sikr, at mesh-placeringen forbliver konsekvent gennem hele spændingsprocessen. Udskift slidte klemmeplader eller beskadigede spændingsdele for at opretholde en ensartet trykfordeling.
For tidlig mesh-svigt indikerer ofte for høj spændingshastighed, utilstrækkelig rammeforberedelse eller problemer med mesh-kvalitet. Forminds hastigheden ved spænding og kontroller, at rammens overflade er jævn, for at mindske belastningskoncentrationer. Samarbejd med anerkendte mesh-leverandører for at sikre, at materialekvaliteten opfylder kravene fra anvendelsen og trækkekravene.
Ofte stillede spørgsmål
Hvilket spændningsniveau bør jeg bruge ved forskellige mesh-tællinger
Spændingskrav varierer betydeligt afhængigt af mesh-tælling og den tilsigtede anvendelse. Fint mesh (200-400) kræver typisk 15-25 N/cm, mens grovere mesh (80-160) fungerer bedst ved 18-28 N/cm. Ved tekstiltryk anvendes ofte lavere spændinger (12-20 N/cm) for at kunne håndtere store mængder trykfugt, mens grafik med fin detaljering drager fordel af højere spændinger (20-30 N/cm) for bedre registrering og skarpere tryk.
Hvordan ved jeg, hvornår min skærm er korrekt strakt
En korrekt strakt skærm har en ensartet overflade uden folder, sags eller overdreven spænding i nogen områder. Væven skal give en konstant tone, når der let trykkes på forskellige områder. Spændingsmålerens aflæsninger bør ligge inden for de specificerede intervaller for din anvendelse og være ensartede over hele skærmens overflade. Skærmen bør bevare sin spænding i mindst 24 timer uden væsentlig løsning.
Kan jeg genstramme en skærm, der har mistet spænding?
Genstrammning er mulig, men afhænger af den oprindelige stramningsmetode og vævens tilstand. Skærme fastgjort med mekaniske beslag kan ofte genstrammes, hvis væven forbliver uskadet. Adhæsivt monterede skærme kan dog typisk ikke genstrammes effektivt. Vurder omhyggeligt vævens tilstand, herunder trådskader, permanent deformation eller fejl i limforbindelsen, før du forsøger at genstramme.
Hvad får væven til at briste under strammning?
Gitterbrud skyldes typisk for høj spændingshastighed, dårlig gitterkvalitet eller problemer med rammens forberedelse. Skarpe kanter eller ru overflader på rammerne skaber spændingskoncentrationer, der fører til trådbrud. Defekte gitre med svage tråde eller produktionsfejl vil briste under normale spændingsbelastninger. Undersøg altid rammer for glathed, og anvend gradvise spændingsprocedurer for at minimere risikoen for brud.