
Štampa kroz sita zahteva precizan napon mreže kako bi se postigli rezultati profesionalnog kvaliteta, zbog čega je razvučni okvir neophodan alat za svakog ozbiljnog štampera. Bez obzira da li radite u komercijalnoj štampariji ili pokrećete radnju kod kuće, pOČETNA - baziranu radnju, razumevanje pravilnog rada sa ovom opremom značajno će uticati na kvalitet vaše štampe i efikasnost proizvodnje. Pravilno napet ekran osigurava konzistentnu prekrivenost bojom, oštru reprodukciju detalja i duži vek trajanja ekrana, što na kraju uštedi vreme i novac u vašim štamparskim operacijama.

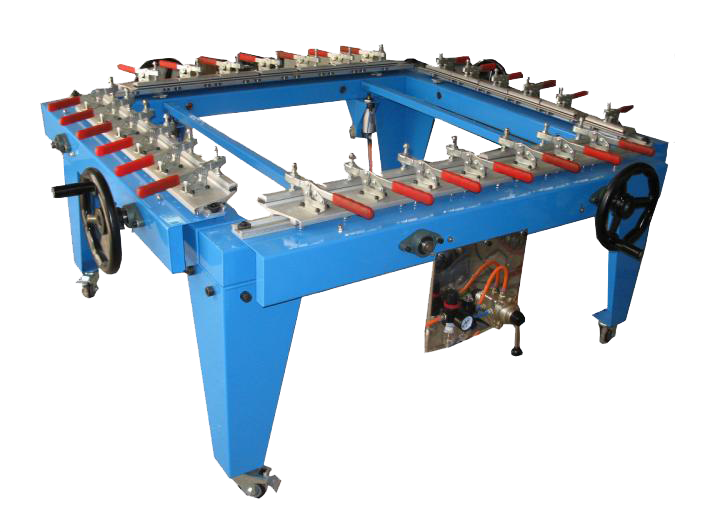
Разумевање делова истегача мреже
Систем причвршћивања рама
Систем причвршћивања рама чини основу сваке ефикасне операције истегача мреже. Савремени уређаји имају подесиве стегове који прате различите величине рамова, омогућавајући при том равномерну расподелу притиска по целом обиму. Ови стегови морају сигурно држати алуминијумске или дрвене рамове, без оштећења или деформације током процеса истезања. Квалитетни системи за стегање укључују заштитну подлогу како би се спречиле оштете и осигурала стална сила хватања кроз цео циклус напрезања.
Правилно подешавање стегова захтева пажљиво узимање у обзир дебљине рама и састава материјала. Алуминијумски рамови обично захтевају мањи притисак стегова у односу на дрвене рамове због њиховог бољег односа чврстоће и тежине. Механизам стегања треба да делује постепено како би се спречили нагли трзаји који могу оштетити и рам и мрежу током почетног позиционирања.
Алати за мерење напона
Тачно мерење напетости разликује професионално оптегање мреже од аматерских покушаја. Дигитални мерачи напетости обезбеђују прецизне вредности у Њутнима по центиметру, омогућавајући оператерима постизање конзистентних резултата на више мрежа. Ови инструменти елиминишу погодсавање и осигуравају да свака мрежа испуни специфичне захтеве напетости за различите штампачке примене.
Калибрација алата за мерење напетости захтева редовну пажњу како би се одржала тачност. Фактори средине као што су температура и влажност могу утицати на мерења, због чега су потребне повремене подешавања ради одржавања прецизности. Професионални оптегачи мреже често имају уграђене функције калибрације које поједностављују овај процес одржавања.
Кораци припреме пре оптегавања
Инспекција и чишћење рама
Трошно испитивање рама спречава скупоцене грешке и обезбеђује оптималне резултате протезања. Проверите да ли има удубљења, удараца или оштрих ивица који би могли оштетити мрежу током протезања. Све неправилности треба изглатити фином шкурком или обрадити тестером пре настављања. Очистите рамове средставима за уклањање масти да бисте уклонили масноћу, прљавштину или остатке претходних лепљивих материјала који би могли ометати прилијегање мреже.
Геометрија рама има кључну улогу у успешним резултатима протезања. Измерите дијагонале да бисте проверили правоугаону конструкцију, јер рамови који нису правоугаони ће створити неједнаке шеме напетости које угрожавају квалитет штампе. Дрвене рамове треба проверити на изобличења или пуцања, док алуминијумске рамове треба испитати на исправност и правилност спојева у угловима.
Избор и руковање мрежом
Izbor odgovarajućih specifikacija mreže direktno utiče na uspeh istezanja i konačan kvalitet štampe. Broj mreža, prečnik niti i sastav tkanine moraju biti usklađeni sa namenom štampanja i tipom mastila. Viši broj mreža zahteva pažljivije rukovanje tokom istezanja kako bi se sprečilo kidanje niti ili oštećenje pletiva.
Uvlačenje mreže pre istezanja može poboljšati konačne rezultate jer time uklanjate napetosti nastale pri proizvodnji i omogućavate opuštanje tkanine. Neki operateri preferiraju da ručno lagano istegnu mrežu pre mašinskog istezanja kako bi identifikovali potencijalne slabije tačke ili proizvodne nedostatke. Ovaj preliminarni korak pomaže u sprečavanju neočekivanih kvarova tokom mehaničkog procesa istezanja.
Rukovanje opremom za istezanje sita
Početna podešavanja i konfiguracija
Ispravna postavka mašine čini osnovu za uspešne operacije istezanja sita. Započnite tako što ćete podesiti platformu za istezanje da odgovara veličini vašeg okvira, obezbeđujući dovoljno prostora oko svih ivica. Postavite je razvlačilac ekrana у простору са добром осветљеношћу и довољно радног простора за удобну операцију и руковање мрежом.
Проверите да сви пнеуматски или хидраулички системи раде у оквиру задатих опсега притиска пре почетка рада. Проверите ниво уља у хидрауличким системима и испитујте пнеуматске цеви на цурења код пнеуматских јединица. Ове прелиминарне провере спречавају кварове опреме који би могли оштетити скупу мрежу или оквире током рада.
Поступци учитавања и позиционирања
Тачно позиционирање мреже одређује једноликост истегнутости и квалитет завршеног сита. Центрирајте мрежу преко оквира тако што ћете имати једнаку дужину мреже која вире са свих страна, обично оставите 2-3 инча вишка материјала изван ивице оквира. Овај вишак обезбеђује довољно материјала за причвршћивање, а истовремено гарантише потпуно покривање оквира након истегнућа.
Orijentacija mreže utiče na karakteristike štampe i treba da bude poravnata sa željenim pravcem štampanja. Za većinu primena, postavite mrežu tako da pravac niti bude paralelan sa pravcem poteza gume za brisanje. Ovo poravnanje smanjuje pomeranje mreže tokom štampanja i poboljšava konzistentnost nanošenja boje.
Proces i tehnike zatezanja
Postepeno nanosenje zatezanja
Uspešno istezanje sita zahteva strpljenje i sistematsko nanosenje zatezanja, umesto žurbe. Započnite sa minimalnim zatezanjem kako biste fiksirali poziciju mreže, a zatim postepeno povećavajte zatezanje u malim koracima, pritom prateći reakciju mreže. Brzo zatezanje može dovesti do kidanja niti, neravnomerne raspodele napona ili preranog otkaza mreže.
Pratite ponašanje mreže tokom procesa zatezanja, vodeći računa o znacima prekomernog napona ili neravnomernog istezanja. Pravilno zategnuta mreža imaće jednoličan izgled površine bez nabora, ulegnuća ili oblasti preterane čvrstoće. Mreža treba da proizvodi konstantan ton kada se lagano udari po različitim delovima sita.
Postizanje ciljnih vrednosti zatezanja
Različite štamparske primene zahtevaju određene opsege zatezanja za optimalan rad. Radovi sa finim detaljima obično zahtevaju više vrednosti zatezanja kako bi se smanjilo pomeranje mreže i poboljšala tačnost pozicioniranja. Naprotiv, veliki nanosi boje ili tekstilne primene mogu bolje da rade sa umerenim nivoima zatezanja koji omogućavaju veći protok boje kroz otvore mreže.
Компензација температуре постаје важна приликом оптерећења у различитим условима околине. Мрежни материјали се шире и скупљају са променама температуре, што утиче на коначне вредности затегнутости док се услови стабилизују. Стручни радници често мало више затежу мреже у хладнијим условима или мање затежу у топлијим срединама како би компензовали ове термалне ефекте.
Kontrola kvaliteta i testiranje
Провера једноликости затегнутости
Систематско мерење затегнутости на целој површини мреже осигурава конзистентан квалитет штампе. Узимајте мерења у више тачака по мрежном образцу, бележећи вредности ради идентификације било каквих значајних одступања. Стручни стандарди обично дозвољавају одступања затегнутости до 2–3 Нјутна по центиметру на површини мреже.
Документујте податке о напетости мреже за будуће референце и праћење квалитета. Ови подаци помажу у уочавању образаца у перформансама истезања и пружају вредне информације за отклањање проблема са квалитетом штампе. Усаглашено вођење записа такође подржава иницијативе за побољшање процеса и планирање одржавања опреме.
Тестирање перформанси сита
Извођење тестних штампи потврђује квалитет истегнутости и открива могуће проблеме пре почетка производње. Одштампајте подручје пуне боје да бисте проверили једноликост и конзистентност густине на целој површини слике. Свака варијација у густини штампе обично указује на неједнак напон мреже или неправилну технику истезања.
Тестови фино линијског разрешења откривају стабилност мреже и могућности регистровања у стварним условима штампања. Штампајте ознаке за регистровање или шаре са финим детаљима да бисте проверили да ли екран одржава димензионалну стабилност током целог циклуса штампања. Лош рад у регистровању често указује на недовољан напон или неравномерну расподелу напрезања у натегнутој мрежи.
Održavanje i rešavanje problema
Захтеви за одржавањем опреме
Редовно одржавање продужује век трајања опреме и осигурава конзистентне перформансе натегања. Подмазујте покретне делове према спецификацијама произвођача, посебну пажњу посветивши механизму стега и деловима за подешавање напона. Редовно чистите површине за затегање како бисте уклонили лепљиве остатке и честице тканине који би могли да ометају исправно функционисање.
Калибришите системе за мерење напона периодично коришћењем сертификованих референтних стандарда. Фактори средине и нормално хабање могу утицати на тачност мерења са протоком времена, због чега је редовна калибрација неопходна за постизање конзистентних резултата. Документујте датуме и резултате калибрације како бисте испунили захтеве система квалитета и идентификовали трендове у раду опреме.
Uobičajeni problemi i rešenja
Неравномерни образац напона настаје услед неправилне припреме оквира, погрешног позиционирања мреже или хабања делова опреме. Отклоните неправилности оквира пре протезања и осигурајте да позиција мреже остане конзистентна током целог процеса напрезања. Замените изношене подлоге стега или оштећене делове система за напрезање како бисте одржали равномерну расподелу притиска.
Preuranjeno otkazivanje mreže često ukazuje na preveliku brzinu zatezanja, neadekvatnu pripremu okvira ili probleme sa kvalitetom mreže. Smanjite brzinu zatezanja i proverite glatkoću površine okvira kako biste smanjili koncentraciju napona. Saradjujte sa pouzdanim dobavljačima mreža kako biste osigurali da kvalitet materijala zadovoljava zahteve aplikacije i opterećenja prilikom zatezanja.
Често постављана питања
Koji nivo zatezanja treba da koristim za različite gustine mreže
Zahtevi za zatezanjem znatno variraju u zavisnosti od gustine mreže i namene. Fine mreže (200-400) obično zahtevaju 15-25 N/cm, dok grublje mreže (80-160) daju dobre rezultate na 18-28 N/cm. Štampanje na tekstilu često koristi niže nivoe zatezanja (12-20 N/cm) kako bi se omogućilo nanošenje veće količine boje, dok štampanje detaljnih grafičkih motiva koristi više nivoe zatezanja (20-30 N/cm) za bolju preciznost i oštrinu otiska.
Kako da znam kada je moj sitotisk pravilno istegnut
Правилно натегнута мрежа има равномеран изглед површине без гужва, провиса или превелике натегнутости на било ком делу. Мрежа треба да производи стални тон када се лако удари по различитим областима. Подаци са мерача напетости треба да буду у оквиру задатих опсега за вашу примену и да остану конзистентни на целој површини мреже. Мрежа треба да одржи своју напетост најмање 24 часа без значајног опуштања.
Да ли могу поново да натегнем мрежу која је изгубила напетост
Поновно натегнуће је могуће, али зависи од оригиналног метода натегавања и стања мреже. Мреже причвршћене механичким спојницама често се могу поново натегнути ако мрежа остаје неповређена. Међутим, мреже причвршћене лепком се обично не могу ефикасно поново натегнути. Пажљиво процените стање мреже, проверите оштећења нити, трајна деформисања или отказивање лепка пре него што покушате са поступком поновног натегавања.
Шта узрокује прекид мреже током натегавања
Prelamanje mreže obično je posledica prevelike brzine zatezanja, lošeg kvaliteta mreže ili problema pri pripremi okvira. Oštre ivice ili gruba površina okvira stvaraju koncentracije napona koje dovode do kidanja niti. Defektna mreža sa slabim nitima ili proizvodnim nedostacima će se pokvariti pod normalnim opterećenjem pri zatezanju. Uvek proverite da li su okviri glatki i koristite postupno zatezanje kako biste smanjili rizik od prelamanja.