
In lụa yêu cầu độ căng lưới chính xác để đạt được kết quả chất lượng chuyên nghiệp, do đó dụng cụ kéo màn in là công cụ thiết yếu đối với mọi thợ in nghiêm túc. Dù bạn đang làm việc tại một xưởng in thương mại hay đang thiết lập cơ sở trang chủ - vận hành dựa trên thiết bị, việc hiểu cách vận hành đúng thiết bị này sẽ ảnh hưởng đáng kể đến chất lượng in và hiệu quả sản xuất của bạn. Một màn in được căng đúng lực đảm bảo độ phủ mực đồng đều, tái tạo chi tiết sắc nét và kéo dài tuổi thọ màn in, từ đó tiết kiệm cả thời gian và chi phí trong các hoạt động in ấn của bạn.

Hiểu về Các Bộ phận của Máy Căng Màn
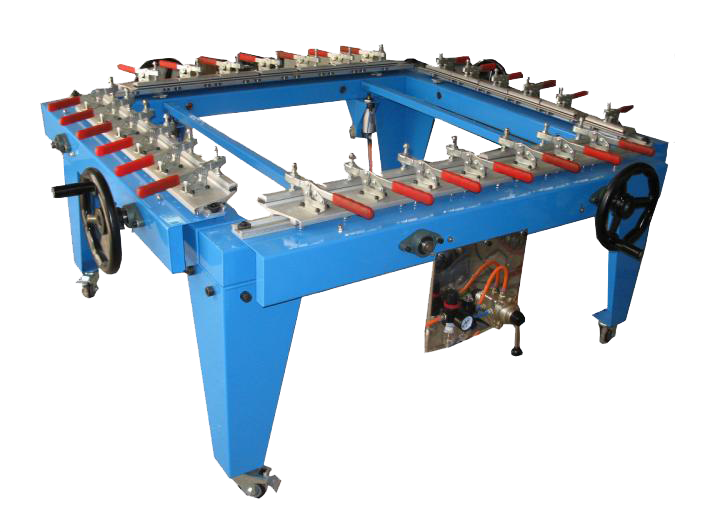
Hệ thống Kẹp Khung
Hệ thống kẹp khung tạo thành nền tảng cốt lõi của mọi hoạt động máy căng màn hiệu quả. Các thiết bị hiện đại được trang bị kẹp điều chỉnh được, có thể phù hợp với nhiều kích cỡ khung khác nhau đồng thời duy trì sự phân bố áp lực đồng đều trên toàn bộ chu vi. Những kẹp này phải giữ chắc khung nhôm hoặc gỗ mà không gây hư hại hay biến dạng trong quá trình căng màn. Các hệ thống kẹp chất lượng cao bao gồm lớp đệm bảo vệ để ngăn ngừa trầy xước và đảm bảo lực giữ ổn định trong suốt chu kỳ căng.
Việc điều chỉnh kẹp phù hợp đòi hỏi phải chú ý cẩn thận đến độ dày khung và thành phần vật liệu. Các khung nhôm thường yêu cầu lực kẹp thấp hơn so với khung gỗ do tỷ lệ cường độ trên trọng lượng vượt trội. Cơ chế kẹp nên được thực hiện từ từ để tránh các cú giật đột ngột có thể làm hư hại cả khung lẫn lưới trong quá trình định vị ban đầu.
Các công cụ đo độ căng
Việc đo độ căng chính xác phân biệt việc căng màn chuyên nghiệp với những nỗ lực nghiệp dư. Các thiết bị đo độ căng kỹ thuật số cung cấp chỉ số chính xác theo đơn vị Newton trên centimét, cho phép người vận hành đạt được kết quả đồng đều trên nhiều màn khác nhau. Những dụng cụ này loại bỏ sự phỏng đoán và đảm bảo mỗi màn đáp ứng đúng yêu cầu độ căng cụ thể cho các ứng dụng in khác nhau.
Hiệu chuẩn các công cụ đo lực căng đòi hỏi sự chú ý thường xuyên để duy trì độ chính xác. Các yếu tố môi trường như nhiệt độ và độ ẩm có thể ảnh hưởng đến kết quả đo, do đó cần điều chỉnh định kỳ để đảm bảo độ chính xác trong phép đo. Các thiết bị căng màn chuyên nghiệp thường được tích hợp tính năng hiệu chuẩn để đơn giản hóa quá trình bảo trì này.
Các Bước Chuẩn Bị Trước Khi Căng
Kiểm Tra Và Làm Sạch Khung
Việc kiểm tra kỹ lưỡng khung giúp ngăn ngừa những sai sót tốn kém và đảm bảo kết quả căng lưới tối ưu. Hãy kiểm tra các vết trầy, vết lõm hoặc cạnh sắc nhọn có thể làm hỏng lớp lưới trong quá trình căng. Mọi khuyết điểm cần được làm nhẵn bằng giấy nhám mịn hoặc dũa trước khi tiếp tục. Làm sạch khung bằng chất tẩy dầu để loại bỏ dầu mỡ, bụi bẩn hoặc cặn keo còn sót lại từ lần sử dụng trước, nhằm tránh ảnh hưởng đến độ bám dính của lưới.
Hình học khung đóng vai trò quan trọng trong kết quả căng lưới thành công. Đo các đường chéo để xác minh độ vuông của khung, vì khung không vuông sẽ tạo ra các mẫu lực căng không đều, làm giảm chất lượng in. Cần kiểm tra khung gỗ xem có bị cong vênh hoặc nứt hay không, trong khi khung nhôm cần được kiểm tra độ thẳng và các mối nối góc có chính xác hay không.
Lựa chọn và xử lý lưới
Việc lựa chọn thông số kỹ thuật lưới phù hợp ảnh hưởng trực tiếp đến thành công khi căng lưới và chất lượng in cuối cùng. Mật độ lưới, đường kính sợi và thành phần vải phải phù hợp với ứng dụng in dự định và loại mực sử dụng. Lưới có mật độ cao hơn đòi hỏi thao tác cẩn thận hơn trong quá trình căng để tránh đứt sợi hoặc biến dạng cấu trúc dệt.
Việc xử lý lưới trước khi căng có thể cải thiện kết quả cuối cùng bằng cách giảm các ứng suất do sản xuất gây ra và cho phép vải được giãn nở tự nhiên. Một số người vận hành thích căng nhẹ lưới bằng tay trước khi dùng máy để phát hiện các điểm yếu tiềm ẩn hoặc các lỗi sản xuất. Bước chuẩn bị này giúp ngăn ngừa sự cố bất ngờ trong quá trình căng cơ khí.
Vận hành Thiết bị Căng Lưới
Thiết lập ban đầu và Cấu hình
Thiết lập máy đúng cách tạo nền tảng cho các thao tác căng lưới thành công. Bắt đầu bằng việc điều chỉnh bàn căng phù hợp với kích cỡ khung của bạn, đảm bảo khoảng trống đầy đủ xung quanh tất cả các cạnh. Đặt khung căng màn hình ở khu vực có ánh sáng tốt với không gian làm việc đủ rộng để thuận tiện cho thao tác và xử lý lưới.
Xác minh rằng tất cả các hệ thống khí nén hoặc thủy lực hoạt động trong phạm vi áp suất quy định trước khi bắt đầu công việc. Kiểm tra mức dầu trong các hệ thống thủy lực và kiểm tra đường ống khí có bị rò rỉ ở các đơn vị khí nén hay không. Những kiểm tra ban đầu này ngăn ngừa sự cố thiết bị có thể làm hỏng lưới hoặc khung đắt tiền trong quá trình vận hành.
Quy trình Đưa vào và Định vị
Việc định vị lưới chính xác quyết định độ đồng đều khi căng và chất lượng màn in cuối cùng. Căn chỉnh tâm lưới trên khung sao cho phần vải thừa ra đều các cạnh, thông thường để dư 2-3 inch vật liệu vượt quá mỗi mép khung. Phần vải thừa này cung cấp đủ vật liệu để kẹp chặt, đồng thời đảm bảo phủ kín toàn bộ khung sau khi căng.
Hướng của lưới ảnh hưởng đến đặc tính in và cần được căn chỉnh theo hướng in dự kiến. Đối với hầu hết các ứng dụng, đặt lưới sao cho hướng sợi song song với hướng di chuyển của gạt mực. Việc căn chỉnh này giảm thiểu chuyển động của lưới trong quá trình in và cải thiện độ đồng đều khi đổ mực.
Quy Trình và Kỹ Thuật Căng Lực
Áp Dụng Lực Căng Từ Từ
Việc căng màn hình thành công đòi hỏi sự kiên nhẫn và việc áp dụng lực căng một cách hệ thống thay vì thực hiện nhanh chóng. Bắt đầu với lực căng tối thiểu để cố định vị trí lưới, sau đó tăng dần lực căng theo từng bước nhỏ trong khi theo dõi phản ứng của lưới. Việc căng quá nhanh có thể gây đứt sợi, phân bố lực không đều hoặc làm hỏng lưới trước thời hạn.
Theo dõi hành vi của lưới trong suốt quá trình căng lực, chú ý các dấu hiệu của ứng suất quá mức hoặc hiện tượng giãn không đồng đều. Lưới được căng đúng sẽ có bề mặt đồng đều, không bị nhăn, chùng hoặc những vùng quá căng. Lưới nên tạo ra âm thanh nhất quán khi gõ nhẹ ở các khu vực khác nhau của khung in.
Đạt Được Giá Trị Lực Căng Mục Tiêu
Các ứng dụng in khác nhau đòi hỏi phạm vi căng thẳng cụ thể để hiệu suất tối ưu. Công việc chi tiết mịn thường đòi hỏi các giá trị căng cao hơn để giảm thiểu chuyển động lưới và cải thiện độ chính xác đăng ký. Ngược lại, các trầm tích mực nặng hoặc các ứng dụng dệt may có thể hoạt động tốt hơn với mức độ căng trung bình cho phép lưu lượng mực lớn hơn qua các lỗ lưới.
Phù hồng nhiệt trở nên quan trọng khi kéo dài trong các điều kiện môi trường khác nhau. Vật liệu lưới mở rộng và co lại với sự thay đổi nhiệt độ, ảnh hưởng đến giá trị căng cuối cùng khi điều kiện ổn định. Các nhà khai thác chuyên nghiệp thường hơi căng quá màn hình trong điều kiện lạnh hoặc căng thấp trong môi trường ấm để bù đắp cho các hiệu ứng nhiệt này.
Kiểm soát chất lượng và thử nghiệm
Kiểm tra đồng nhất căng
Việc đo độ căng hệ thống trên toàn bộ bề mặt màn hình đảm bảo hiệu suất in ổn định. Thực hiện đo tại nhiều điểm theo mẫu lưới, ghi lại các giá trị để xác định bất kỳ sự chênh lệch đáng kể nào. Theo tiêu chuẩn chuyên nghiệp, độ chênh lệch độ căng thường không vượt quá 2-3 Newton trên centimet dọc theo bề mặt màn in.
Lưu lại các số liệu đo độ căng để tham khảo trong tương lai và theo dõi chất lượng. Dữ liệu này giúp nhận diện các xu hướng trong hiệu suất căng lưới và cung cấp thông tin hữu ích để khắc phục sự cố về chất lượng in. Việc ghi chép nhất quán cũng hỗ trợ các sáng kiến cải tiến quy trình và lên lịch bảo trì thiết bị.
Kiểm tra hiệu suất màn in
Thực hiện các bản in thử để xác minh chất lượng căng lưới và phát hiện các vấn đề tiềm ẩn trước khi đưa vào sản xuất. In một vùng màu đặc để kiểm tra tính đồng đều và độ đậm màu ổn định trên toàn bộ khu vực hình ảnh. Mọi sự khác biệt về độ đậm của bản in thường cho thấy độ căng lưới không đều hoặc kỹ thuật căng lưới không đúng.
Các bài kiểm tra độ phân giải đường mảnh cho thấy độ ổn định của lưới và khả năng căn chỉnh trong điều kiện in thực tế. In các dấu căn chỉnh hoặc các họa tiết chi tiết mảnh để xác minh rằng màn in duy trì độ ổn định về kích thước trong suốt hành trình in. Hiệu suất căn chỉnh kém thường cho thấy lực căng không đủ hoặc sự phân bố ứng suất không đồng đều trên lưới đã được kéo căng.
Bảo trì và Khắc phục sự cố
Yêu cầu bảo trì thiết bị
Bảo trì định kỳ giúp kéo dài tuổi thọ thiết bị và đảm bảo hiệu suất kéo căng ổn định. Tra dầu bôi trơn các bộ phận chuyển động theo thông số kỹ thuật của nhà sản xuất, đặc biệt chú ý đến cơ chế kẹp và các thành phần điều chỉnh lực căng. Làm sạch bề mặt căng thường xuyên để loại bỏ các vết keo dính và các hạt vải có thể cản trở hoạt động đúng.
Hiệu chuẩn định kỳ các hệ thống đo lực căng bằng cách sử dụng các tiêu chuẩn tham chiếu đã được chứng nhận. Các yếu tố môi trường và hao mòn thông thường có thể ảnh hưởng đến độ chính xác của phép đo theo thời gian, do đó việc hiệu chuẩn định kỳ là cần thiết để đảm bảo kết quả nhất quán. Ghi lại ngày hiệu chuẩn và kết quả để đáp ứng yêu cầu hệ thống chất lượng và phát hiện các xu hướng về hiệu suất thiết bị.
Các vấn đề phổ biến và Giải pháp
Các mẫu lực căng không đồng đều thường xuất phát từ việc chuẩn bị khung in không đúng cách, vị trí lưới in sai hoặc các bộ phận thiết bị bị mài mòn. Cần khắc phục các sai lệch trên khung trước khi căng lưới và đảm bảo vị trí lưới được duy trì ổn định trong suốt quá trình căng lực. Thay thế các miếng đệm kẹp bị mòn hoặc các bộ phận căng bị hư hỏng để duy trì sự phân bố áp lực đồng đều.
Hư hỏng lưới sớm thường cho thấy tốc độ căng lưới quá cao, chuẩn bị khung chưa đầy đủ hoặc vấn đề về chất lượng lưới. Hãy giảm tốc độ căng và kiểm tra độ nhẵn bề mặt khung để giảm thiểu tập trung ứng suất. Làm việc với các nhà cung cấp lưới uy tín để đảm bảo chất liệu đáp ứng yêu cầu ứng dụng và nhu cầu kéo căng.
Câu hỏi thường gặp
Tôi nên sử dụng mức độ căng bao nhiêu cho các loại lưới có mật độ khác nhau
Yêu cầu về độ căng thay đổi đáng kể tùy theo mật độ lưới và ứng dụng dự định. Lưới có mật độ cao (200-400) thường yêu cầu độ căng 15-25 N/cm, trong khi lưới thô hơn (80-160) hoạt động tốt ở mức 18-28 N/cm. In trên vải thường sử dụng độ căng thấp hơn (12-20 N/cm) để phù hợp với lượng mực in lớn, trong khi in đồ họa chi tiết lại được hưởng lợi từ độ căng cao hơn (20-30 N/cm) nhằm cải thiện độ chính xác và độ sắc nét của bản in.
Làm thế nào để biết khi nào màn in của tôi đã được căng đúng cách
Một màn hình được căng đúng cách sẽ có bề mặt đồng đều, không bị nhăn, chùng hay quá căng ở bất kỳ khu vực nào. Lưới phải tạo ra âm thanh nhất quán khi gõ nhẹ vào các vùng khác nhau. Số liệu đo độ căng phải nằm trong phạm vi quy định cho ứng dụng của bạn và duy trì sự ổn định trên toàn bộ bề mặt màn hình. Màn hình phải giữ được độ căng ít nhất 24 giờ mà không bị giãn đáng kể.
Tôi có thể căng lại màn hình đã mất độ căng không
Việc căng lại là khả thi nhưng phụ thuộc vào phương pháp căng ban đầu và tình trạng lưới. Các màn hình được gắn bằng vít cơ học thường có thể được điều chỉnh lại độ căng nếu lưới vẫn chưa bị hư hại. Tuy nhiên, các màn hình dán keo thường không thể căng lại hiệu quả. Hãy kiểm tra kỹ tình trạng lưới, tìm các dấu hiệu hư hỏng sợi, biến dạng vĩnh viễn hoặc thất bại của lớp keo trước khi thực hiện thao tác căng lại.
Nguyên nhân nào gây ra hiện tượng lưới bị đứt trong quá trình căng
Hiện tượng đứt lưới thường do tốc độ căng quá nhanh, chất lượng lưới kém hoặc vấn đề trong khâu chuẩn bị khung. Các cạnh sắc hoặc bề mặt nhám trên khung sẽ tạo ra điểm tập trung ứng suất dẫn đến đứt sợi. Lưới bị lỗi với các sợi yếu hoặc khuyết tật sản xuất sẽ bị đứt khi chịu lực căng bình thường. Luôn kiểm tra độ nhẵn mịn của khung và áp dụng quy trình căng dần để giảm thiểu nguy cơ đứt.