
पेशेबादी गुणस्तरका परिणामहरू प्राप्त गर्न स्क्रीन प्रिन्टिङ्गले ठीक मेस टेन्सनको आवश्यकता पर्दछ, जसले गर्दा स्क्रीन स्ट्रेचरलाई कुनै पनि गम्भीर प्रिन्टरको लागि आवश्यक उपकरण बनाउँछ। तपाईं व्यावसायिक प्रिन्टिङ्ग पसलमा काम गर्दै हुनुहुन्छ वा घरमा आधारित संचालन स्थापना गर्दै हुनुहुन्छ भन्ने कुराले कुनै फरक पार्दैन, घर - आधारित संचालन, यस उपकरणलाई कसरी उचित तरिकाले संचालन गर्ने भन्ने कुरा तपाईंको प्रिन्ट गुणस्तर र उत्पादन दक्षतामा ठूलो प्रभाव पार्छ। उचित तनावमा राखिएको स्क्रिनले निरन्तर स्याऊको कवरेज, तीक्ष्ण विवरण पुनःउत्पादन र स्क्रिनको आयु बढाउँछ, अन्ततः तपाईंको प्रिन्टिङ संचालनमा समय र पैसा दुबै बचत गर्छ।

स्क्रिन स्ट्रेचरका घटकहरूको बारेमा जान्नुहोस्
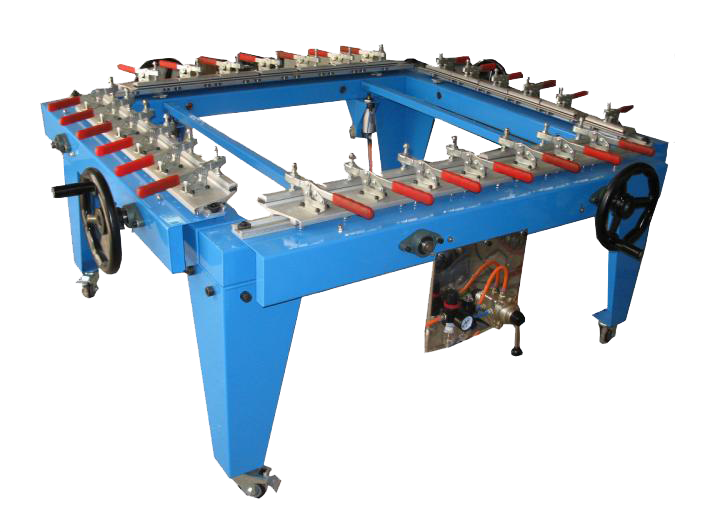
फ्रेम क्ल्याम्पिङ प्रणाली
फ्रेम क्ल्याम्पिङ प्रणालीले कुनै पनि प्रभावकारी स्क्रिन स्ट्रेचर संचालनको मेरुदण्ड बनाउँछ। आधुनिक युनिटहरूमा विभिन्न फ्रेम आकारहरूलाई अनुकूलन गर्ने र सम्पूर्ण परिधिमा समान दबाव वितरण बनाए राख्ने समायोज्य क्ल्याम्पहरू समावेश छन्। यी क्ल्याम्पहरूले स्ट्रेचिङ प्रक्रियाको दौरान क्षति वा विकृति नगरी एल्युमिनियम वा लकडीका फ्रेमहरूलाई सुरक्षित रूपमा पकड्नुपर्छ। गुणस्तरीय क्ल्याम्पिङ प्रणालीहरूमा स्क्र्याच रोक्न र तनावको चक्रभरि स्थिर पकड शक्ति सुनिश्चित गर्न सुरक्षा प्याडिङ समावेश हुन्छ।
फ्रेमको मोटाइ र सामग्रीको संरचनामा सावधानीपूर्वक ध्यान दिनु पर्ने हुन्छ ठीक क्ल्याम्प समायोजनको आवश्यकता हुन्छ। एल्युमिनियम फ्रेमले लाकडको फ्रेमको तुलनामा सामान्यतया कम क्ल्याम्पिङ प्रेसरको आवश्यकता पर्दछ किनभने यसको बललाई तौलको अनुपात उत्कृष्ट हुन्छ। फ्रेम र जाली दुवैलाई प्रारम्भिक स्थितिमा क्षति नपुर्याउन क्ल्याम्पिङ तन्त्रलाई क्रमिक रूपमा संलग्न गर्नुपर्छ।
तनाव मापन औजारहरू
डिजिटल तनाव मीटरले प्रति सेन्टिमिटर न्यूटनमा सटीक पठन प्रदान गर्दछ, जसले अपरेटरहरूलाई धेरै स्क्रीनहरूमा सुसंगत परिणाम प्राप्त गर्न अनुमति दिन्छ। यी उपकरणहरूले अनुमानको आवश्यकता खत्म गर्दछ र प्रत्येक स्क्रीनले विभिन्न मुद्रण अनुप्रयोगहरूका लागि विशिष्ट तनाव आवश्यकताहरू पूरा गर्दछ भन्ने सुनिश्चित गर्दछ।
यथार्थता बनाए राख्नका लागि तनाव मापन उपकरणहरूको क्यालिब्रेसनले नियमित ध्यान आवश्यक पर्दछ। तापक्रम र आर्द्रता जस्ता वातावरणीय कारकहरूले मापनहरूलाई प्रभावित गर्न सक्छन्, जसले मापनको शुद्धता बनाए राख्नका लागि अवधि-अवधिमा समायोजन गर्न आवश्यक पर्दछ। पेशेवर स्क्रीन स्ट्रेचरहरूमा प्रायः यो रखरखाव प्रक्रियालाई सरल बनाउन आन्तरिक क्यालिब्रेसन सुविधाहरू समावेश हुन्छन्।
तान्नुभन्दा अघिका तयारी चरणहरू
फ्रेम निरीक्षण र सफाई
बखत गल्तीहरू रोक्न र उत्तम तान्ने परिणाम सुनिश्चित गर्न विस्तृत फ्रेम निरीक्षण आवश्यक हुन्छ। स्क्रीन तान्दा जालीलाई क्षति पुर्याउन सक्ने खरोंच, धसिएको वा नुकिलो किनाराहरूको जाँच गर्नुहोस्। कुनै पनि दोषहरू अगाडि बढ्नु भन्दा अगाडि नै नाइलो स्यान्डपेपर प्रयोग गरेर वा फाइल गरेर चिक्कन बनाउनुपर्दछ। जालीको चिपकनलाई प्रभावित गर्न सक्ने तेल, मैला वा पुरानो चिपकने पदार्थको अवशेषहरू हटाउन फ्रेमहरूलाई डिग्रिजिङ एजेन्ट प्रयोग गरेर सफा गर्नुहोस्।
फ्रेमको ज्यामिति सफल स्ट्रेचिङ परिणामहरूमा महत्वपूर्ण भूमिका खेल्छ। वर्ग निर्माणको पुष्टि गर्न विकर्णहरू मापन गर्नुहोस्, किनभने वर्ग बाहिरका फ्रेमहरूले असमान तनाव पैटर्न सिर्जना गर्छन् जसले प्रिन्ट गुणस्तरलाई कमजोर बनाउँछ। लकडीका फ्रेमहरूमा विरूपण वा फाल्ने समस्याको जाँच गर्नुपर्दछ, जबकि एल्युमिनियम फ्रेमहरूमा सीधापन र उचित कोणका जोडहरूको निरीक्षण आवश्यक हुन्छ।
मेसको छनौट र ह्यान्डलिङ
उपयुक्त मेस विशिष्टताहरू छनौट गर्नुले स्ट्रेचिङ सफलता र अन्तिम प्रिन्ट गुणस्तरलाई सीधा प्रभाव पार्छ। मेस गणना, धागाको व्यास, र कपडाको संरचना लक्षित प्रिन्टिङ अनुप्रयोगहरू र स्याऊ प्रकारहरूसँग खुट्टा मिलाउनुपर्दछ। उच्च मेस गणनाहरूले स्ट्रेचिङको समयमा धागा टुट्ने वा बुनाइ विकृति रोक्न सावधानीपूर्वक ह्यान्डलिङको आवश्यकता पर्दछ।
प्री-स्ट्रेचिङ मेस कन्डिसनिङले निर्माण समयका तनावलाई हटाएर र कपडालाई छोड्न दिएर अन्तिम परिणामहरू सुधार गर्न सक्छ। केही संचालकहरूले सम्भावित कमजोर बिन्दु वा उत्पादन दोषहरू पहिचान गर्न मेसिन स्ट्रेचिङको अघि हातले मेसलाई हल्का स्ट्रेच गर्न मन पराउँछन्। यो प्रारम्भिक चरणले यान्त्रिक स्ट्रेचिङ प्रक्रियाको समयमा अप्रत्याशित असफलताबाट जोगाउन मद्दत गर्छ।
स्क्रिन स्ट्रेचर उपकरण संचालन गर्दै
प्रारम्भिक सेटअप र कन्फिगरेसन
उचित मेसिन सेटअपले सफल स्क्रिन स्ट्रेचिङ संचालनको आधार बनाउँछ। तपाईंको फ्रेमको आकारमा अनुकूलन गर्न स्ट्रेचिङ प्लेटफर्म समायोजन गरेर सुरु गर्नुहोस्, सबै किनाराहरूभरि पर्याप्त क्लियरेन्स सुनिश्चित गर्नुहोस्। स्क्रीन स्ट्रेचर आरामदायक संचालन र मेस ह्यान्डलिङका लागि पर्याप्त कार्यस्थान भएको राम्रो उज्यालो क्षेत्रमा राख्नुहोस्।
काम शुरू गर्नुभन्दा पहिले सबै प्न्यूमेटिक वा हाइड्रोलिक प्रणालीहरू निर्दिष्ट दबाब सीमाभित्र काम गर्दछन् भनी पुष्टि गर्नुहोस्। हाइड्रोलिक प्रणालीहरूमा तेलको स्तर जाँच गर्नुहोस् र प्न्यूमेटिक एकाइहरूमा बत्ती लाइनहरू बत्तीको लागि जाँच गर्नुहोस्। यी प्रारम्भिक जाँचहरूले उपकरणको खराबीलाई रोक्छन् जसले संचालनको दौरान महँगो मेस वा फ्रेमहरूलाई क्षति पुर्याउन सक्छ।
लोडिङ र पोजिसनिङ प्रक्रियाहरू
ठीक मेस पोजिसनिङले स्ट्रेचिङ एकरूपता र अन्तिम स्क्रिन गुणस्तर निर्धारण गर्दछ। फ्रेमको केन्द्रमा समान ओभरह्याङ्गका साथ मेसलाई केन्द्रित गर्नुहोस्, सामान्यतया प्रत्येक फ्रेमको किनाराबाट २-३ इन्च अतिरिक्त सामग्री छोड्नुहोस्। यो ओभरह्याङ्गले क्ल्याम्पिङका लागि पर्याप्त सामग्री प्रदान गर्दछ जबकि स्ट्रेचिङ पछि पूर्ण फ्रेम कवरेज सुनिश्चित गर्दछ।
मेस अभिविन्यासले प्रिन्टिङ विशेषताहरूलाई प्रभावित गर्दछ र उद्देश्यित प्रिन्टिङ दिशासँग संरेखण गर्नुपर्दछ। अधिकांश अनुप्रयोगहरूका लागि, मेसलाई यसरी पोजिसन गर्नुहोस् कि धागोको दिशा स्क्विजी स्ट्रोक दिशाको समानान्तर चल्दछ। यो संरेखणले प्रिन्टिङको दौरान मेसको गतिलाई न्यूनीकरण गर्दछ र स्याय जम्मा स्थिरतामा सुधार गर्दछ।
तनाव प्रक्रिया र तकनीकहरू
प्रगतिशील तनाव प्रयोग
सफल स्क्रीन तान्नु प्रक्रियाले जल्दबाजी नगरी धैर्य र व्यवस्थित तनाव प्रयोगको आवश्यकता पर्दछ। मेसको स्थिति सुरक्षित गर्न न्यूनतम तनावबाट सुरु गर्नुहोस्, त्यसपछि मेसको प्रतिक्रिया निरीक्षण गर्दै नानो कदममा तनाव बढाउनुहोस्। छिटो तनाव लगाउनाले धागा टुट्ने, असमान तनाव वितरण वा मेसको चाँडो खराब हुन सक्छ।
तनाव प्रक्रियाको सम्पूर्ण समयमा मेसको व्यवहार निरीक्षण गर्नुहोस्, जुन अत्यधिक तनाव वा असमान तान्ने संकेतहरू देख्नुहोस्। उचित रूपमा तानिएको मेसले झुकाव, ढिलोपन वा अत्यधिक कडा क्षेत्रहरू बिना एकरूप सतहको देखावट देखाउँछ। स्क्रीनका विभिन्न क्षेत्रमा हल्का ट्याप गर्दा मेसले स्थिर स्वर उत्पादन गर्नुपर्छ।
लक्षित तनाव मानहरू प्राप्त गर्नु
विभिन्न प्रिन्टिङ अनुप्रयोगहरूले उत्तम प्रदर्शनका लागि विशिष्ट तनाव सीमाहरूको आवश्यकता हुन्छ। सानो विवरणको कामले सामान्यतया मेस गतिलाई न्यूनीकरण गर्न र रजिस्ट्रेशनको शुद्धता सुधार गर्न उच्च तनाव मानहरूको माग गर्दछ। विपरीत, भारी स्याही जम्मा वा बुनिएका कपडा अनुप्रयोगहरू मेसका खुलासहरू मार्फत स्याही प्रवाहलाई बढाउन मध्यम तनाव स्तरसँग राम्रो प्रदर्शन गर्न सक्छन्।
विभिन्न वातावरणीय अवस्थाहरूमा तान्दा तापमान क्षतिपूर्ति महत्त्वपूर्ण हुन्छ। मेस सामग्रीहरू तापमान परिवर्तनका साथ फैलिन्छ र सिकुड्छ, जसले अन्तिम तनाव मानहरूलाई प्रभावित गर्दछ जब अवस्थाहरू स्थिर हुन्छन्। पेशेवर संचालकहरूले यी तापक्रम प्रभावहरूको क्षतिपूर्ति गर्न ठण्डा अवस्थामा स्क्रिनहरूलाई थोरै बढी तान्छन् वा तातो वातावरणमा कम तान्छन्।
गुणस्तर नियन्त्रण र परीक्षण
तनाव एकरूपता पुष्टि
स्क्रिन सतहको पूरै क्षेत्रमा व्यवस्थित तनाव मापनले निरन्तर मुद्रण प्रदर्शन सुनिश्चित गर्दछ। जाली प्रतिरूपमा धेरै बिन्दुहरूमा मापन लिनुहोस्, मानहरू रेकर्ड गर्नुहोस् र कुनै पनि महत्त्वपूर्ण भिन्नताहरू पहिचान गर्नुहोस्। पेशेवर मानकहरूले सामान्यतया स्क्रिन सतहमा प्रति सेन्टिमिटर २-३ न्यूटनभन्दा बढी तनाव भिन्नतालाई अनुमति दिँदैनन्।
भावी सन्दर्भ र गुणस्तर ट्र्याकिङका लागि तनाव मापनहरू दस्तावेज गर्नुहोस्। यो डाटाले तान्ने प्रदर्शनमा प्रतिमानहरू पहिचान गर्न मद्दत गर्दछ र मुद्रण गुणस्तर समस्याहरूको निवारणका लागि मूल्यवान जानकारी प्रदान गर्दछ। निरन्तर रेकर्ड राख्नाले प्रक्रिया सुधार पहलहरू र उपकरण रखरखाव तालिकालाई पनि समर्थन गर्दछ।
स्क्रिन प्रदर्शन परीक्षण
परीक्षण मुद्रण गर्नाले तान्ने गुणस्तरको प्रमाणीकरण गर्दछ र उत्पादन प्रयोग अघि सम्भावित समस्याहरू पहिचान गर्दछ। पूरै छवि क्षेत्रमा एकरूपता र घनत्व स्थिरताको जाँच गर्न एउटा ठोस रंग क्षेत्र मुद्रण गर्नुहोस्। मुद्रण घनत्वमा आएको कुनै पनि भिन्नता सामान्यतया असमान जाली तनाव वा गलत तान्ने तकनीकलाई इंगित गर्दछ।
ठीक लाइन संकल्प परीक्षणले वास्तविक मुद्रण परिस्थितिमा जालीको स्थिरता र रजिस्ट्रेशन क्षमता देखाउँछ। स्क्रीनले मुद्रण स्ट्रोकको सम्पूर्ण अवधिमा आयामीय स्थिरता कायम राख्दछ भनी पुष्टि गर्न रजिस्ट्रेशन चिह्नहरू वा ठीक विवरण पैटर्नहरू मुद्रण गर्नुहोस्। खराब रजिस्ट्रेशन प्रदर्शनले प्रायः तानिएको जालीमा पर्याप्त तनाव वा असमान तनाव वितरणको कमी देखाउँछ।
मर्मतसम्भार र समस्या निवारण
उपकरण मर्मतसम्भार आवश्यकताहरू
नियमित मर्मतसम्भारले उपकरणको आयु बढाउँछ र स्थिर तनाव प्रदर्शन सुनिश्चित गर्छ। निर्माताको विनिर्देश अनुसार चल्ने भागहरूमा तेल लगाउनुहोस्, विशेष गरी क्ल्याम्प यान्त्रिकता र तनाव समायोजन घटकहरूमा ध्यान दिनुहोस्। सामान्य संचालनमा हस्तक्षेप गर्न सक्ने चिपचिपा अवशेषहरू र कपडा कणहरू हटाउन तनाव सतहहरू नियमित रूपमा सफा गर्नुहोस्।
प्रमाणित सन्दर्भ मानकहरू प्रयोग गरेर समय-समयमा तनाव मापन प्रणालीहरू क्यालिब्रेट गर्नुहोस्। वातावरणीय कारकहरू र सामान्य घर्षणले समयको साथ मापनको शुद्धतामा असर गर्न सक्छ, जसले निरन्तर परिणामहरूका लागि नियमित क्यालिब्रेसनलाई आवश्यक बनाउँछ। गुणस्तर प्रणाली आवश्यकताहरू पूरा गर्न र उपकरणको प्रदर्शनमा प्रवृत्तिहरू पहिचान गर्न क्यालिब्रेसन मिति र परिणामहरू दस्तावेजीकरण गर्नुहोस्।
सामान्य समस्याहरू र समाधानहरू
असमान तनाव प्रतिरूपहरू सामान्यतया अनुचित फ्रेम तयारी, गलत मेस स्थिति, वा घिसिएका उपकरण घटकहरूबाट निकल्छन्। तान्नु अघि फ्रेमको अनियमितताहरू समाधान गर्नुहोस् र तनाव प्रक्रियाको सम्पूर्ण अवधिमा मेस स्थिति स्थिर रहन सुनिश्चित गर्नुहोस्। एकरूप दबाव वितरण बनाए राख्न घिसिएका क्ल्याम्प प्याडहरू वा क्षतिग्रस्त तनाव घटकहरू प्रतिस्थापन गर्नुहोस्।
असामयिक मेश विफलताले प्रायः अत्यधिक तनावको गति, फ्रेम तयारीमा कमजोरी, वा मेशको गुणस्तरको समस्या जनाउँछ। तनाव केन्द्रित हुनबाट बच्नका लागि तनाव लगाउने दर कम गर्नुहोस् र फ्रेमको सतह चिक्किलो भएको कि नभएको जाँच गर्नुहोस्। आवेदन आवश्यकता र खिच्ने मागहरू पूरा गर्न सामग्रीको गुणस्तर सुनिश्चित गर्न प्रतिष्ठित मेश आपूर्तिकर्तासँग काम गर्नुहोस्।
एफएक्यू
मलाई विभिन्न मेश गणनाका लागि कति तनाव स्तर प्रयोग गर्नुपर्छ?
मेश गणना र उद्देश्यको आधारमा तनाव आवश्यकताहरूमा ठूलो भिन्नता हुन्छ। बारीक मेश गणनाहरू (२००-४००) लाई सामान्यतया १५-२५ N/cm को आवश्यकता हुन्छ, जबकि ठूलो मेशहरू (८०-१६०) १८-२८ N/cm मा राम्रोसँग काम गर्छन्। कपडा मुद्रणले धेरै स्याऊ जम्मा गर्नका लागि कम तनाव (१२-२० N/cm) प्रयोग गर्छ, जबकि बारीक विवरण भएको ग्राफिक्स कार्यले रजिस्ट्रेशन र मुद्रणको स्पष्टतामा सुधार गर्न उच्च तनाव (२०-३० N/cm) बाट फाइदा लिन्छ।
मेरो स्क्रीन उचित रूपमा खिचिएको छ भनेर मलाई कसरी थाहा छ?
उचित रूपमा तानिएको स्क्रिनले झुकाव, ढिलोपन वा कुनै पनि क्षेत्रमा अत्यधिक कसिएको हुनु हुँदैन। जालीले विभिन्न क्षेत्रहरूमा हल्कासँग ट्याप गर्दा स्थिर स्वर उत्पादन गर्नुपर्छ। तपाईंको अनुप्रयोगको लागि निर्दिष्ट सीमाहरूभित्र तनाव मीटर पढाइहरू आउनुपर्छ र सम्पूर्ण स्क्रिन सतहमा स्थिर रहनुपर्छ। स्क्रिनले 24 घण्टाको लागि कम्तिमा आफ्नो तनाव बनाए राख्नुपर्छ जसमा कुनै महत्त्वपूर्ण ढिलोपन नहुनुपर्छ।
के म तनाव गुमाएको स्क्रिनलाई फेरि तान्न सक्छु?
फेरि तान्न सकिन्छ तर यो मूल तान्ने विधि र जालीको अवस्थामा निर्भर गर्दछ। यांत्रिक फास्टनरहरूसँग जोडिएका स्क्रिनहरूलाई प्रायः पुन: तनाव दिन सकिन्छ यदि जाली क्षतिग्रस्त नभएको छ भने। तर, चिपचिपोले जोडिएका स्क्रिनहरूलाई सामान्यतया प्रभावकारी रूपमा फेरि तान्न सकिँदैन। फेरि तान्ने प्रक्रिया अघि धागामा क्षति, स्थायी विकृति वा चिपचिपो विफलताको लागि जालीको अवस्थाको सावधानीपूर्वक मूल्याङ्कन गर्नुहोस्।
तान्दा जाली किन फुट्छ?
जालीको भङ्ग आमतौरले अत्यधिक तन्यता गति, खराब जालीको गुणस्तर, वा फ्रेम तयारीका समस्याहरूको कारणले हुन्छ। फ्रेममा तीखा किनारा वा खुर्सानी सतहले तनावको केन्द्र सिर्जना गर्छ जसले धागा टुट्ने समस्या ल्याउँछ। दुर्बल धागा वा उत्पादनका खामीहरू भएको खराब जाली सामान्य तन्यता भारको अधीनमा असफल हुन्छ। टुट्ने जोखिमलाई न्यूनीकरण गर्न सधैं फ्रेमहरूको मस्यौदाको लागि जाँच गर्नुहोस् र क्रमिक तन्यता प्रक्रियाहरू प्रयोग गर्नुहोस्।